مرجع پلیمر در بازار ایران: دستگاه پلاستومتر (تعیین شاخص جریان مذاب)
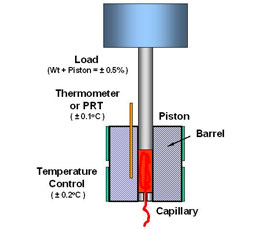
بهترين و سريع ترين روش براي تعيين ويسكوزيته ذوب روش شاخص جريان مذاب ( MFI ) مي باشد كه براي مواد اوليه و گاهاً پس از فرايند توليد بر روي محصول نهايي انجام مي گيرد .
در اين روش مذاب ترموپلاستيك رابط استاندارد دما ، فشار و زمان از روزنه اي با ابعاد استاندارد خارج شده و دبي خروجي بر حسب 10 min/gram بيان مي گردد . حال مي توان نتايج حاصل از تست MFI را با توجه به ميزان يكنواختي جريان مذاب مواد اوليه جهت تعيين شرايط قالب گيري و اكستروژن مواد اوليه مورد استفاده قرار داد.
تغييرات زياد در شاخص جريان مذاب مي تواند نشانه اي از مناسب نبودن مواد اوليه براي كاربرد مورد نظر باشد.
نتيجه آن كه به منظور جلوگيري از ايجاد هر گونه مشكلي براي اپراتور ماشين آلات ، در طي فرايند اكسترود پليمر ها بايستي مواد اوليه داراي شاخص جريان مذاب ( MFR- Melting Flow Rate )
معيني باشد .
دستگاه پلاستومتر بهترين وسيله شبيه ساز براي فرايند اكسترود پليمر هاي ترموپلاست مي باشد و به كمك اين دستگاه مي توان شاخص جريان مذاب پليمرهايي از قبيل پلي اتيلن ( PE ) ، پلي پروپيلن ( PP ) ، پلي استايرن ( PS ) ، پلي آميد ( PA ) ، اكريلونيتريل – بوتادين-استايرن ( ABS ) ، پلي اكريليك ، سلولز استر ، پلي كربنات و غيره را به راحتي اندازه گيري كرد .
نحوه اندازه گيري شاخص ذوب
- دستگاه را بر روي يك ميز تراز شده قرار دهيد .
- دو شاخه دستگاه را به برق 220 ولت داراي قابليت حدود 1 كيلو وات وصل نماييد دقت نماييد اتصال زمين دستگاه وصل باشد .
- با توجه به نوع مواد اوليه ، دما و ميزان بار مورد نياز را از جدول 1 انتخاب نماييد .
جدول 1: شرايط استاندارد اندازه گيري شاخص جريان مذاب
| نوع مواد | شرايط شبيه سازي | |
| وزن ( KG ) | دما ( C ° ) | |
| استالها ( هموپليمر و كوپليمر )
|
050/1 | 190 |
| 160/2 | 190 | |
| اكريليكها | 200/1 | 230 |
| 800/3 | 230 | |
| اكريلونيتريل – بوتادين – استايرن
|
000/5 | 200 |
| 800/3 | 230 | |
| سلولز استر
|
325/0 | 190 |
| 160/2 | 190 | |
| 600/21 | 190 | |
| 160/2 | 210 | |
| نايلون ( پلي آميد )
|
000/1 | 235 |
| 160/2 | 235 | |
| 000/5 | 235 | |
| 325/0 | 275 | |
| پلي كلروتري فلرو اتيلن | 500/12 | 265 |
| پلي اتيلن
|
325/0 | 125 |
| 160/2 | 125 | |
| 325/0 | 190 | |
| 160/2 | 190 | |
| 000/10 | 190 | |
| 600/21 | 190 | |
| 500/12 | 310 | |
| پلي كربنات | 200/1 | 300 |
| پلي پروپيلن | 160/2 | 230 |
| پلي استايرن
|
000/5 | 190 |
| 000/5 | 200 | |
| 200/1 | 230 | |
| 800/3 | 230 | |
| پلي تر فتالات | 160/2 | 210 |
| 160/2 | 250 | |
| 160/2 | 285 | |
| پلي وينيل استال | 160/2 | 150 |
| پلي وينيلن سولفيد | 000/5 | 315 |
| ترموپلاستيك الاستومر اتر – استر
|
160/2 | 190 |
| 160/2 | 220 | |
| 160/2 | 230 | |
| 160/2 | 240 | |
- كليد روي پيشاني دستگاه را روشن نماييد ( شماره 1 )
- دماي مورد نظر را با كنترلر دما تنظيم نماييد .
- با استفاده از كليد هايD و Ñ دماي انتخابي از جدول را تنظيم نماييد .
- براي استفاده از دستگاه پلاستومتر و يا تغيير شرايط دماي آزمايش ، سيستم كنترل حرارت را به مدت 3 ساعت در دماي مورد نظر روشن نگهداريد .
توجه : طي زمان آماده سازي دستگاه ، پيستون داخل سيلندر باشد.
8-مقدار مواد لازم و زمان برش پليمر اكسترود شده را از جدول 2 انتخاب نماييد .
جدول 2 : مقدار مورد نياز و زمان برش بر حسب شاخص جريان مذاب (MFR )
| Time ( sec ) | WEIGHT ( g ) | Flow Range (g/10 min ) |
| 360 | 5/2 تا 3 | ./15 TO ./1 |
| 180 | ./3 تا ./5 | > 1/0 TO 3/5 |
| 60 | ./5 تا ./8 | > 3/5 TO 10 |
| 30 | ./4 تا ./8 | >10 TO 25 |
| 15 | ./4 تا ./8 | >25 TO 25 |
10-زمان انتخابي براي برش را بر اساس جدول 2 با استفاده از كليدهاي SET , FLOW
در قسمت تايمر به تفكيك رقم بر روي صفحه نمايش تنظيم كنيد .
11-پيستون را از داخل سيلندر خارج كنيد .
12-مواد وزن شده بر اساس جدول 2 را توسط قيف داخل سيلندر بريزيد .
13-پيستون را داخل سيلندر قرار دهيد .
14-6 تا 8 دقيقه صبر نماييد تا مواد ذوب شود .
15-با روشن كردن كليد زير تايمر سيستم كنترل زمان فعال مي شود .
16-وزنه مورد نياز ( جدول 1 ) را بر روي پيستون قرار دهيد .
17- اجازه دهيد تا مواد قبل از رسيدن اولين خط نشانگر برر روي پيستون به سطح بالايي سيلندر از داخل سيلندر خارج شود.
18-به كمك كاردك هم زمان ، با رسيدن صدر اولين خط نشانگر موجود بر روي پيستون از سطح بالاي سيلندر مواد اكسترود شده از روزنه را قطع نماييد و تايمر را روشن نماييد .
19-هم زمان روشن شدن چراغ يا شنيدن بوق مواد خروجي را از روزنه قطع نماييد.در اين مرحله اولين نمونه بدست آمده است .
20-نمونه را در محل مناسب قراردهيد تا سرد شود .
21- اگر نمونه اي داراي حباب هوا بود آن نمونه غير قابل قبول است.
22-نمونه هايي غير قال قبول مي باشند كه در فاصله بين دو خط نشانگر موجود بر روي پيستون در طي زمان تنظيمي از روزنه خارج شده باشند .
( 3)
23-بعد از هر سري تست و قبل از خاموش كردن دستگاه ، آن را كاملاً تميز نماييد.
24-ابتدا پيستون را از داخل سيلندر خارج نماييد.
25-يك تكه پارچه صد در صد پنبه اي را داخل شكاف وسيله تميز كننده سيلندر قرار دهيد و به كمك آن داخل سيلندر را تميز نماييد .
26-از پاك كردن روزنه به وسيله لوازمي كه خش انداز هستند خودداري نماييد .
27-سيستم هاي كنترل زمان و دما را توسط كليد زير كنترلر خاموش كنيد.
28-براي تعيين شاخص جريان مذاب ، نمونه ها را بوسيله ترازويي با دقت 001/0 گرم وزن نماييد و بر اساس رابطه زير شاخص جريان مذاب را محاسبه كنيد .
MFR = ( å ( m ) i = 1 * 600 ) / t
n
m : وزن نمونه بر حسب گرم
i : شماره نمونه ها
n : تعداد نمونه ها
t : زمان برش بر حسب ثانيه
MFR : شاخص ذوب بر حسب گرم ب ده دقيقه
مشخصات عمومي
- ورودي : 420watt – 220 volt – تك فاز با فيوز . 2amp
- مجهز به سيتم كنترل دما از نوع pid و سنسور حساس 100 pt برا ي تامين دقت 1/0 درجه
- مجهز به كنترلر زمان داراي فرمان
- داراي قطعات مجزا براي سهولت در امر نگهداري و سرويس دوره اي
- عدم نياز به كاليبراسيون
تجهيزات :
- وسایل تمیز کننده سیلندر
- قیف
- کاردک برش
- آچار مخصوص باز کردن die
- وزنه های استاندارد160/2 و 5 كيلو گرمي